Que signifie PA6 ?
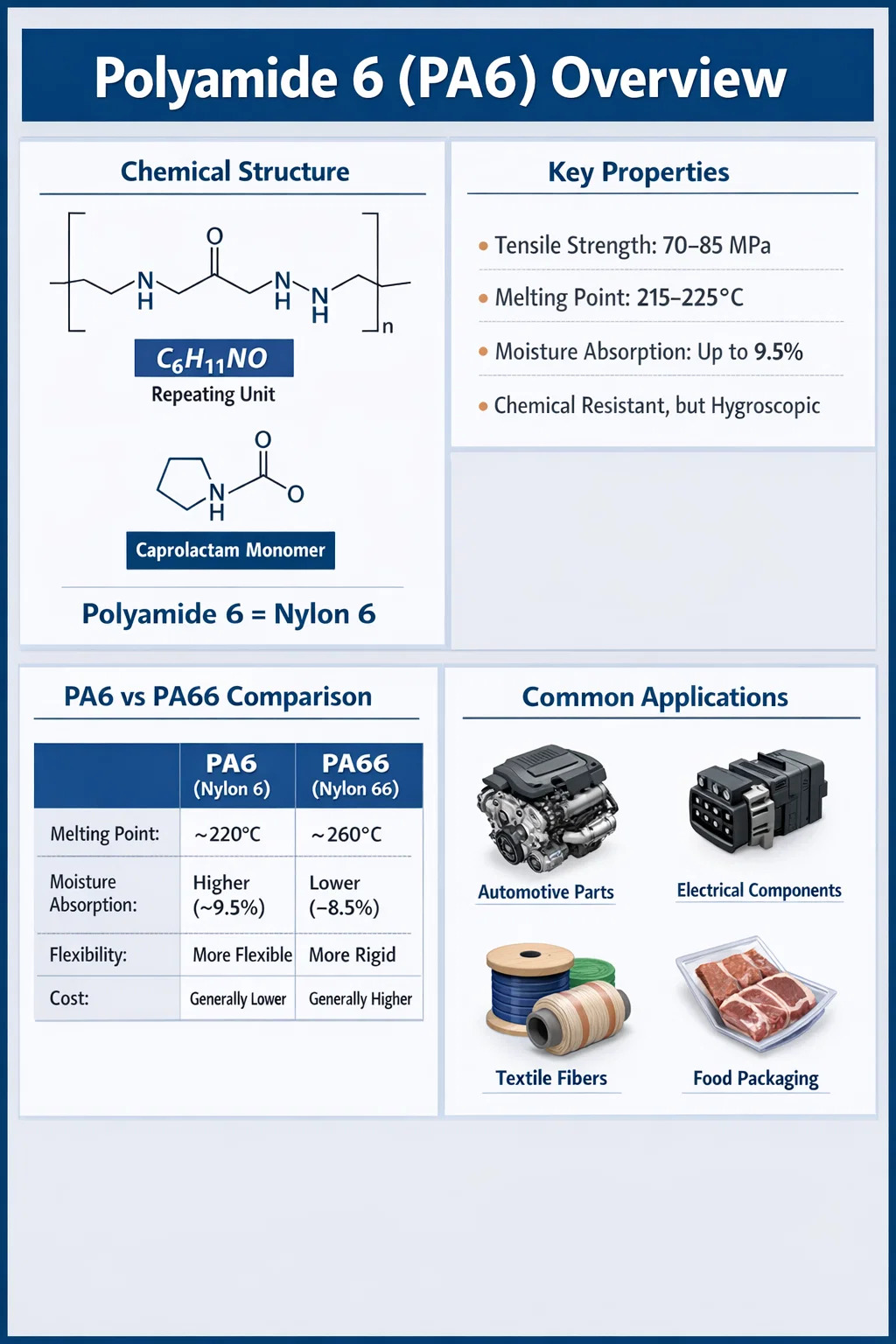
PA6 signifie Polyamide 6 , un polymère thermoplastique semi-cristallin produit par la polymérisation par ouverture de cycle du caprolactame. Il appartient à la famille plus large du nylon et est l’un des plastiques techniques les plus utilisés au monde. Le « 6 » fait référence aux six atomes de carbone dans l'unité monomère répétitive dérivée du caprolactame (C₆H₁₁NO). Le PA6 est également communément appelé Nylon 6, et les deux termes décrivent le même matériau de base.
Dans les contextes industriels et techniques, PA6 et Polyamide 6 sont utilisés de manière interchangeable. Vous le trouverez étiqueté PA6 dans les fiches techniques, Nylon 6 dans les listes de produits commerciaux et parfois polycaprolactame dans la littérature scientifique. Quelle que soit l'étiquette, tous ces noms font référence à la même structure de squelette polymère définie par des liaisons amide répétitives (-CO-NH-) le long de la chaîne polymère.
À l’échelle mondiale, le polyamide 6 est l’un des thermoplastiques techniques les plus consommés. Le volume de production annuel dépasse 4 millions de tonnes , et le matériau fait partie intégrante d'industries allant de l'automobile et de l'électronique au textile et à l'emballage alimentaire. Comprendre ce que signifie PA6 n'est qu'un point de départ : sa composition chimique, ses caractéristiques de performance et son comportement de traitement définissent pourquoi il est devenu si dominant sur le plan commercial.
La chimie derrière le polyamide 6
Le polyamide 6 est synthétisé par polymérisation hydrolytique par ouverture de cycle de l'ε-caprolactame, un amide cyclique. Ce processus diffère fondamentalement du polyamide 66 (PA66), qui est fabriqué par polymérisation par condensation de deux monomères distincts : l'hexaméthylènediamine et l'acide adipique. L'origine monomère du PA6 lui confère une structure de chaîne plus uniforme et légèrement plus flexible que le PA66.
Le groupe amide (-CONH-) qui se répète le long du squelette PA6 est responsable de bon nombre de ses caractéristiques clés, notamment :
- Forte liaison hydrogène intermoléculaire, qui contribue à la rigidité mécanique et au point de fusion élevé
- Affinité pour les molécules d'eau, conduisant à une absorption d'humidité (hygroscopique) qui affecte la stabilité dimensionnelle
- Résistance chimique aux huiles, graisses, carburants et à la plupart des solvants organiques
- Sensibilité aux acides et bases forts, qui peuvent hydrolyser la liaison amide
Le degré de cristallinité du polyamide 6 varie généralement de 35% à 45% , en fonction des conditions de traitement. Une cristallinité plus élevée est en corrélation avec une plus grande rigidité, résistance et résistance chimique, tandis qu'une cristallinité plus faible améliore la résistance aux chocs et la flexibilité. Cet équilibre peut être ajusté grâce aux agents de nucléation, aux vitesses de refroidissement et aux protocoles de recuit pendant la fabrication.
Le poids moléculaire des qualités commerciales PA6 varie considérablement. Les qualités standard de moulage par injection ont généralement des poids moléculaires moyens en nombre (Mn) compris dans la plage de 15 000 à 40 000 g/mol , tandis que les variantes de qualité fibre et film peuvent atteindre des poids moléculaires plus élevés pour répondre à des demandes spécifiques de traction et d'allongement.
Principales propriétés physiques et mécaniques du PA6
Le profil de performance du Polyamide 6 en fait l’un des thermoplastiques techniques les plus polyvalents disponibles. Le tableau suivant résume les propriétés typiques du PA6 non chargé de qualité standard à l'état sec comme moulé (DAM) :
| Propriété | Valeur typique (DAM) | Norme d'essai |
|---|---|---|
| Résistance à la traction | 70 à 85 MPa | OIN 527 |
| Module de flexion | 2 600 à 3 200 MPa | OIN 178 |
| Allongement à la rupture | 30 à 50 % | OIN 527 |
| Résistance aux chocs (Charpy, cranté) | 5 à 8 kJ/m² | OIN 179 |
| Point de fusion | 215-225°C | OIN 11357 |
| Densité | 1,12 à 1,15 g/cm³ | OIN 1183 |
| Absorption d'eau (23°C, 24h) | 1,6 à 1,9 % | OIN 62 |
| Température d'utilisation continue | 80-100°C | UL746B |
Une propriété qui nécessite une attention particulière est l’absorption de l’humidité. Le PA6 absorbe l'humidité de l'environnement et, à saturation (teneur en humidité d'équilibre, ou CEM), ses propriétés changent considérablement. La résistance à la traction peut chuter 20 à 30 % , tandis que la résistance aux chocs et l'allongement à la rupture s'améliorent. Cela signifie que les pièces en PA6 testées à l’état conditionné (humide) se comportent très différemment des mêmes pièces testées immédiatement après moulage (sec). Les ingénieurs doivent en tenir compte lors de la conception d’applications structurelles.
Comportement thermique
Le polyamide 6 a un point de fusion autour de 220°C, ce qui le place confortablement dans la gamme des plastiques techniques à moyenne température. Sa température de déformation thermique (HDT) sous une charge de 1,8 MPa est d'environ 55 à 65 °C pour les qualités non chargées, mais elle augmente considérablement avec le renforcement en fibre de verre : un PA6 chargé à 30 % de verre peut atteindre une HDT de 200°C ou plus . Cela rend le PA6 renforcé adapté aux applications sous capot automobile où l'exposition à la chaleur est une réalité quotidienne.
PA6 vs PA66 : en quoi ils diffèrent et quand les choisir chacun
Le polyamide 6 et le polyamide 66 sont les deux qualités de nylon les plus importantes sur le plan commercial et sont fréquemment comparées. Bien qu’ils partagent une famille chimique similaire, leurs différences comptent dans les applications réelles.
| Paramètre | PA6 (Polyamide 6) | PA66 (Polyamide 66) |
|---|---|---|
| Point de fusion | ~220°C | ~260°C |
| Voie de synthèse | Polymérisation par ouverture d'anneau | Polymérisation par condensation |
| Absorption d'humidité | Plus élevé (~9,5 % à saturation) | Inférieur (~8,5 % à saturation) |
| Température de traitement | 240-280°C | 270-310°C |
| Qualité de finition de surface | Apparence plus lisse et meilleure | Un peu plus rugueux |
| Coût | Généralement inférieur | Généralement plus élevé |
| Stabilité thermique | Modéré | Plus haut |
| Flexibilité / Robustesse | Un peu mieux | Légèrement plus rigide |
Pour la plupart des applications générales (biens de consommation, boîtiers non structurels, fibres textiles), le PA6 est le choix préféré en raison de son coût inférieur, de son meilleur écoulement lors du moulage par injection et de son esthétique de surface supérieure. Pour les applications automobiles ou industrielles exigeantes nécessitant une exposition prolongée à des températures supérieures à 150°C, le PA66 a un avantage. Cependant, grâce à des ensembles de stabilisateurs et à un renfort de verre, le PA6 peut être conçu pour combler une grande partie de cet écart de performances.
Qualités et formulations courantes de polyamide 6
Le PA6 brut non chargé n’est que la référence. Le paysage commercial comprend des dizaines de qualités modifiées conçues pour des objectifs de performances spécifiques. Les grandes catégories sont :
PA6 renforcé de fibre de verre
L'ajout de fibres de verre à des charges de 15 %, 30 % ou 50 % en poids transforme le PA6 en un matériau structurel. Un grade PA6 chargé à 30 % de verre offre généralement une résistance à la traction de 160-180 MPa et un module de flexion de 8 000 à 10 000 MPa, soit environ trois à quatre fois la rigidité de la résine de base non chargée. Cette variante renforcée est un choix standard pour les supports structurels, les capots de moteur, les boîtiers électriques et les clips porteurs dans les assemblages automobiles.
PA6 ignifuge
Pour les applications électriques et électroniques, les qualités ignifuges (FR) de polyamide 6 intègrent des additifs sans halogène ou halogénés pour atteindre les normes UL 94 V-0 à des épaisseurs de paroi spécifiées, souvent aussi fines que 0,4 mm. Ces qualités sont essentielles pour les boîtiers de disjoncteurs, les bases de relais, les corps de connecteurs et d'autres composants où le risque d'inflammation doit être minimisé conformément aux normes CEI 60695 et UL.
PA6 modifié par impact
Le durcissement du caoutchouc via des modificateurs élastomères tels que l'EPDM ou les polyoléfines greffées d'anhydride maléique améliore considérablement la résistance aux chocs à basse température. Les qualités PA6 ultra-résistantes peuvent atteindre des valeurs d'impact Charpy de 50 à 80 kJ/m² par rapport aux 5 à 8 kJ/m² des qualités standards. Ces formulations sont utilisées dans les articles de sport, les boîtiers d'outils et les composants de pare-chocs automobiles.
PA6 stabilisé à la chaleur
Le PA6 standard subit une dégradation thermique oxydative au-dessus de 100°C dans des scénarios d'exposition à long terme. Les qualités stabilisées thermiquement intègrent des systèmes stabilisants à base de cuivre ou à base d'amines encombrées pour prolonger la durée de vie continue à des températures de 120 à 130°C. Cela s'applique aux collecteurs d'admission d'air, aux composants du système de refroidissement et à d'autres pièces proches des sous-systèmes automobiles générant de la chaleur.
Qualités chargées de minéraux et de fibres de carbone
Des charges minérales telles que le talc ou la wollastonite sont ajoutées pour améliorer la stabilité dimensionnelle, la rigidité et la dureté de surface à moindre coût par rapport aux fibres de verre. Le PA6 renforcé de fibre de carbone offre une rigidité spécifique exceptionnelle et est de plus en plus spécifié dans les applications structurelles légères dans les équipements aérospatiaux et sportifs de haute performance, bien que les coûts des matériaux soient considérablement plus élevés.
Comment le PA6 est traité : méthodes de fabrication
Le polyamide 6 est compatible avec un large éventail de méthodes de traitement des polymères, ce qui contribue de manière significative à sa polyvalence commerciale. Le choix de la méthode de traitement dépend de la géométrie du produit prévu et des exigences de l'utilisation finale.
Moulage par injection
Le moulage par injection est la méthode de traitement dominante du PA6 dans les applications d'ingénierie. Les températures de fusion typiques varient de 240°C à 280°C , avec des températures de moule de 60 à 100°C utilisées pour contrôler la cristallinité et la finition de surface. Le pré-séchage est essentiel : les granulés de PA6 doivent être séchés à une teneur en humidité inférieure à 0,2 % avant le traitement pour éviter une dégradation hydrolytique lors du moulage, qui entraîne une perte de poids moléculaire, des défauts de surface (évasement, stries) et une réduction des propriétés mécaniques. Le séchage à 80°C pendant 4 à 6 heures dans un séchoir déshumidificateur est une pratique courante.
Extrusion
Le PA6 est largement extrudé en profilés, tubes, tiges, films et feuilles. Le PA6 de qualité film est largement utilisé dans les emballages alimentaires comme couche barrière, en raison de ses excellentes propriétés de barrière contre l'oxygène et les arômes. Les films multicouches coextrudés combinant du PA6 avec des couches de polyéthylène ou de polypropylène offrent des solutions d'emballage qui équilibrent flexibilité, performances de barrière et thermoscellabilité. Le film PA6 atteint des taux de transmission d'oxygène de inférieure à 30 cc·mil/100 in²·jour dans des conditions sèches.
Filature par fusion pour la production de fibres
L'industrie textile s'appuie sur les fibres PA6 filées par fusion (fibres de nylon 6) pour la bonneterie, les vêtements de sport, les maillots de bain, les tapis et les tissus industriels. Le processus de filage à l’état fondu consiste à extruder du PA6 fondu à travers des filières, suivi d’un étirage et d’une texturation pour atteindre les valeurs cibles de ténacité et d’allongement. Les fils de filaments PA6 commerciaux présentent généralement des ténacités de l'ordre de 4 à 7 g/denier , ce qui les rend durables, résistants à l’abrasion et résilients aux contraintes mécaniques répétées.
Moulage par soufflage et moulage par rotation
Des qualités spécialisées de moulage par soufflage de PA6 sont utilisées pour produire des conduites de carburant, des réservoirs de fluide et des composants automobiles creux où la combinaison de résistance chimique et d'intégrité mécanique est requise. Le moulage par rotation avec de la poudre PA6 est appliqué dans les conteneurs industriels et les boîtiers spéciaux, bien que cela soit moins courant que pour les qualités de polyéthylène.
Principales applications du PA6 dans tous les secteurs
Le domaine d’application du Polyamide 6 est exceptionnellement large. Vous trouverez ci-dessous les principales industries et les applications finales spécifiques pour lesquelles le PA6 est un matériau standard ou préféré.
Industrie automobile
Le secteur automobile est le plus grand consommateur de PA6 de qualité technique, représentant environ 35 à 40 % de la consommation totale de plastique technique PA6. Les principaux composants automobiles fabriqués à partir de PA6 renforcé de verre ou stabilisé thermiquement comprennent :
- Collecteurs d'admission d'air et résonateurs
- Capots moteur et carters d'huile (sur certaines plates-formes)
- Boîtiers de système de refroidissement et corps de thermostat
- Supports de pédales et guides-câbles
- Connecteurs de conduites de carburant et conduits de fluides
- Clips structurels, bagues de fixation et mécanismes de poignée de porte
La transition de l'industrie automobile vers la conception de véhicules légers (afin d'améliorer le rendement énergétique et de réduire les émissions de CO₂) continue de conduire au remplacement des composants métalliques par du PA6 renforcé de verre – une tendance communément décrite comme le « remplacement du métal ». Un véhicule moderne typique contient entre 15 et 25 kg de matériaux polyamide, le PA6 et le PA66 représentant la part majoritaire.
Applications électriques et électroniques (E&E)
Le PA6 de qualité FR et à usage général est largement utilisé dans les composants électriques en raison de leur combinaison de résistance mécanique, de stabilité dimensionnelle et de propriétés d'isolation électrique. La résistivité superficielle du PA6 dépasse 10¹³ Ω , et sa rigidité diélectrique est généralement de 14 à 16 kV/mm, ce qui le rend bien adapté aux boîtiers de connecteurs, aux boîtiers de relais, aux bases de disjoncteurs, aux borniers et aux noyaux de bobines de moteur.
Applications textiles et fibres
En termes de volume, les fibres constituent en fait la plus grande application de polyamide 6 au monde, consommant environ 60 à 65 % de la production totale de PA6. Les fibres de nylon 6 apparaissent dans la bonneterie, les sous-vêtements, les vêtements de sport, les tissus d'ameublement et les tapis. La résistance exceptionnelle à l’abrasion et la récupération élastique de la fibre PA6 la rendent particulièrement appréciée dans les fibres d’envers des tapis, où elle rivalise avec le PA66 et le polyester.
Emballage alimentaire
Le film PA6 est un matériau clé dans les emballages alimentaires flexibles, en particulier pour les viandes, les fromages et les aliments transformés emballés sous vide. Ses propriétés barrières supérieures à celles des polyoléfines empêchent la pénétration d'oxygène qui conduit à une détérioration par oxydation, prolongeant ainsi considérablement la durée de conservation. Les films d'emballage à base de PA6 présentent également une excellente résistance à la perforation et peuvent résister à la pasteurisation et au traitement en cornue à des températures allant jusqu'à 121°C.
Biens industriels et de consommation
Le PA6 est largement utilisé dans les boîtiers d'outils électriques, les équipements sportifs (fixations de ski, matériel d'escalade, composants de vélo), les composants de convoyeurs industriels, les engrenages et bagues, les attaches zippées et les systèmes de gestion des câbles, ainsi que les raccords pneumatiques. Sa combinaison de ténacité, de résistance à l'usure et d'usinabilité en fait un choix pratique à la fois pour les pièces de production de masse moulées par injection et pour les produits semi-finis usinés.
Comprendre la sensibilité à l'humidité du polyamide 6
La gestion de l’humidité est l’un des aspects les plus importants du travail avec le PA6, et elle affecte à la fois les performances de traitement et d’utilisation finale. Le PA6 est hygroscopique : il absorbe l’eau de l’environnement ambiant jusqu’à ce qu’elle atteigne l’équilibre avec l’humidité relative environnante.
À 50 % d'humidité relative et 23 °C (état conditionné typique selon ISO 1110), le PA6 absorbe environ 2,5 à 3,0 % d'humidité en poids . À pleine saturation (immergée dans l'eau), ce chiffre s'élève à environ 9 à 10 %. Ces niveaux d’humidité influencent directement :
- Stabilité dimensionnelle : Le PA6 présente un changement dimensionnel (gonflement) à mesure que la teneur en humidité augmente, avec une expansion linéaire d'environ 0,7 à 1,0 % par pour cent d'humidité absorbée. Pour les composants ajustés avec précision, cela doit être pris en compte dans le tolérancement.
- Résistance à la traction et module : Les deux diminuent avec l’absorption d’humidité, car l’eau agit comme un plastifiant en perturbant les liaisons hydrogène intermoléculaires.
- Résistance aux chocs : S'améliore à mesure que la teneur en humidité augmente, en raison d'une ductilité accrue. Le PA6 conditionné est nettement plus résistant que le DAM PA6 lors des tests d’impact à basse température.
- Qualité de traitement : Les granulés humides traités sans séchage adéquat produisent des pièces présentant des défauts de surface, des vides, un poids moléculaire réduit et des propriétés mécaniques compromises.
Les ingénieurs spécifiant le PA6 pour les applications structurelles doivent toujours faire référence aux données mécaniques conditionnées (à la teneur en humidité de service prévue) plutôt qu'aux valeurs sèches telles que moulées pour éviter de surestimer les performances en service.
Durabilité et recyclage du PA6
La durabilité est une dimension de plus en plus critique dans la sélection des matériaux, et le polyamide 6 présente un profil de fin de vie plus favorable que de nombreux autres plastiques techniques. Le PA6 peut être recyclé mécaniquement – refondu et retraité en de nouvelles pièces – avec une certaine dégradation du poids moléculaire et des propriétés, en particulier après plusieurs cycles de traitement. Les déchets industriels et le PA6 post-consommation provenant des fibres de tapis, des filets de pêche et des déchets textiles sont collectés et recyclés à grande échelle dans le cadre de plusieurs programmes à travers le monde.
Le recyclage chimique est particulièrement avantageux pour le PA6 par rapport au PA66. Étant donné que le PA6 est fabriqué à partir d’un seul monomère (caprolactame), il peut être dépolymérisé en caprolactame pur par hydrolyse ou glycolyse, et le monomère récupéré peut ensuite être repolymérisé en PA6 de qualité vierge. Cette voie de recyclage en boucle fermée est déjà commercialement opérationnelle : des sociétés comme Aquafil produisent Econyl, une fibre PA6 régénérée fabriquée à partir de déchets post-consommation tels que des filets de pêche jetés et des fibres de tapis, avec une empreinte carbone nettement inférieure à celle de la production vierge.
Les analyses du cycle de vie indiquent que la production de 1 kg de PA6 vierge nécessite environ 120-130 MJ d’énergie et génère environ 6 à 8 kg d’émissions d’équivalent CO₂. Le PA6 recyclé réduit ces chiffres de 50 à 80 % selon la voie de recyclage, ce qui en fait l'un des polymères techniques les plus recyclables d'un point de vue chimique.
Le caprolactame biologique, dérivé de matières premières d'origine végétale, est également activement développé comme moyen de réduire la dépendance aux combustibles fossiles de la production de PA6, bien que l'échelle commerciale reste limitée pour le moment.
Limites et considérations de conception pour le PA6
Bien que le polyamide 6 offre une combinaison convaincante de propriétés, il n’est pas universellement adapté à chaque application. Les concepteurs et les ingénieurs doivent être conscients des limitations suivantes :
- Changement dimensionnel induit par l'humidité : Comme indiqué, le gonflement hygroscopique limite l'utilisation dans les assemblages à tolérance stricte exposés à une humidité variable ou à une immersion directe dans l'eau sans compensation de conception appropriée.
- Dégradation UV : Le PA6 non modifié se dégrade sous une exposition prolongée aux UV, entraînant un farinage de la surface, une fragilisation et des changements de couleur. Des qualités stabilisées aux UV ou des revêtements protecteurs sont requis pour les applications extérieures.
- Sensibilité aux acides et aux bases fortes : Le PA6 est attaqué par des acides minéraux concentrés (HCl, H₂SO₄) et des alcalis forts, qui hydrolysent la liaison amide et provoquent une scission de chaîne. Les applications impliquant de tels produits chimiques nécessitent des matériaux alternatifs.
- Fluage sous charge soutenue : Comme tous les thermoplastiques semi-cristallins, le PA6 présente un fluage (déformation lente sous charge constante), qui doit être pris en compte dans les applications structurelles à long terme, en particulier à des températures élevées ou dans des états conditionnés.
- Retrait et déformation : Le PA6 présente un retrait au moule relativement élevé (0,6 à 1,8 % pour les qualités non chargées et 0,3 à 0,7 % de manière anisotrope pour les qualités chargées de verre), ce qui nécessite une conception minutieuse du moule et un contrôle des paramètres de traitement pour minimiser le gauchissement dans les pièces plates ou asymétriques.
Pour les applications où ces limitations sont rédhibitoires, les alternatives incluent le PA12 (absorption d'humidité plus faible), le POM (meilleure stabilité dimensionnelle), le PPS (résistance chimique et thermique supérieure) ou le PEEK (performances extrêmes mais à un coût nettement plus élevé).