AP6 vs AP12 : la différence fondamentale en un coup d'œil
Le PA 6 (Polyamide 6, également connu sous le nom de Nylon 6) et le AP12 (Polyamide 12, également connu sous le nom de Nylon 12) sont tous deux des thermoplastiques techniques de la famille des polyamides, mais ils diffèrent considérablement par leur structure moléculaire, leur absorption d'humidité, leur résistance chimique, leurs propriétés mécaniques et leur comportement au traitement. Le nombre dans leurs noms fait référence au nombre d'atomes de carbone dans la chaîne monomère : le PA 6 est fabriqué à partir de caprolactame (6 carbones), tandis que le AP12 est dérivé du laurolactam (12 carbones). Cette différence structurelle apparemment simple crée des comportements de matériaux radicalement différents dans les applications réelles.
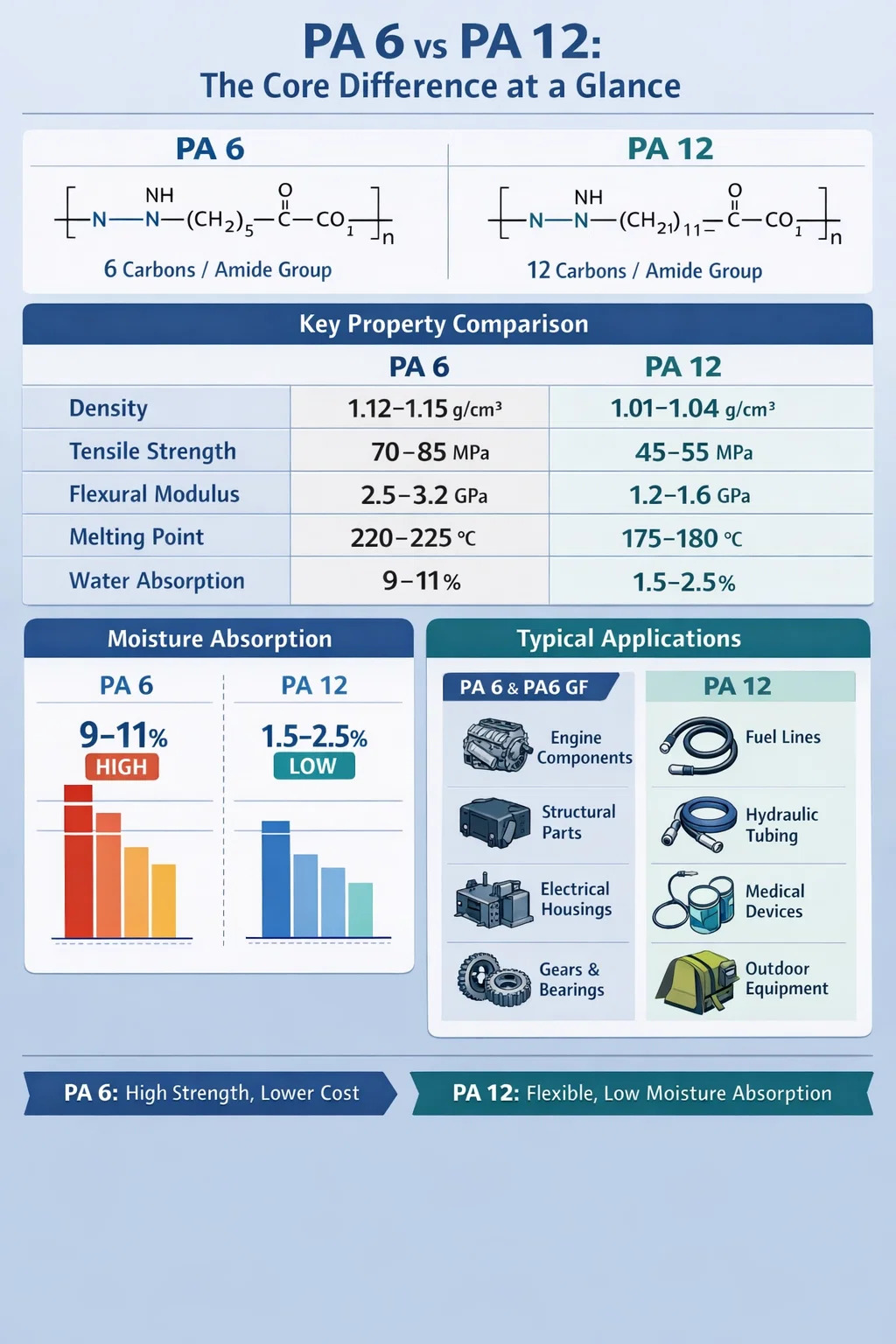
En bref : le PA 6 offre une rigidité plus élevée, une meilleure résistance mécanique et un coût inférieur, ce qui le rend idéal pour les composants structurels et porteurs. Le PA 12 excelle en termes de stabilité dimensionnelle, de faible absorption d'humidité et de flexibilité, ce qui en fait le choix préféré pour les tubes, les conduites de carburant et les applications extérieures où la résistance à l'humidité est essentielle. Lorsqu'un renfort en fibre de verre est ajouté - formant Matériaux PA6 GF — l'écart de performance avec le PA 12 en rigidité se creuse encore davantage en faveur du PA 6.
Structure moléculaire et densité du groupe amide
La différence fondamentale entre le PA 6 et le PA 12 réside dans la fréquence à laquelle les groupes amide (-CO-NH-) apparaissent le long du squelette polymère. Dans le PA 6, une liaison amide se produit tous les 6 atomes de carbone. Dans le PA 12, l'espacement s'étend jusqu'à 12 atomes de carbone entre chaque liaison amide.
Les groupes amide sont hydrophiles : ils attirent et lient les molécules d'eau par liaison hydrogène. Cela signifie que le PA 6, avec sa densité de groupes amide plus élevée, absorbe beaucoup plus d'humidité que le PA 12. Le PA 6 peut absorber jusqu'à 9 à 11 % d'humidité à saturation dans l'eau, tandis que le PA 12 n'en absorbe qu'environ 1,5 à 2,5 %. Il ne s'agit pas d'une différence mineure : elle influence directement la stabilité dimensionnelle, les performances mécaniques et les propriétés électriques tout au long de la durée de vie du produit.
La chaîne aliphatique plus longue du PA 12 contribue également à une plus grande mobilité de la chaîne et à une température de transition vitreuse plus basse. Le PA 12 reste flexible même à des températures aussi basses que -40°C, c'est pourquoi il est largement utilisé dans les conduites de carburant et de frein automobiles dans les applications en climat froid.
Comparaison des propriétés clés : PA 6 vs PA 12
Le tableau ci-dessous fournit une comparaison technique côte à côte des propriétés des matériaux les plus importantes pour les ingénieurs concepteurs qui choisissent entre ces deux polyamides.
| Propriété | PA 6 | PA 12 |
|---|---|---|
| Densité (g/cm³) | 1.12-1.15 | 1.01-1.04 |
| Résistance à la traction (MPa) | 70-85 | 45-55 |
| Module de flexion (GPa) | 2,5–3,2 | 1,2 à 1,6 |
| Point de fusion (°C) | 220-225 | 175-180 |
| Absorption d'eau (saturation, %) | 9-11 | 1,5–2,5 |
| Flexibilité à basse température | Modéré | Excellent (jusqu'à -40°C) |
| Résistance chimique | Bon | Excellent |
| Résistance aux UV | Modéré | Bon |
| Coût matériel relatif | Faible | Élevé (2–3 × PA 6) |
| Processabilité | Excellent | Bon |
Absorption d'humidité et stabilité dimensionnelle
L'absorption d'humidité est l'un des facteurs les plus critiques qui différencient le PA 6 du PA 12 dans l'ingénierie pratique. Les pièces PA 6 peuvent modifier leurs dimensions jusqu'à 1,5 à 2,0 % de longueur car ils absorbent l'humidité atmosphérique au fil du temps après le moulage. Cela rend les composants de précision fabriqués à partir de PA 6 non renforcé difficiles à utiliser dans des assemblages à tolérances serrées, à moins que le conditionnement ne soit pris en compte dans la conception ou qu'un renforcement en fibre de verre ne soit utilisé pour supprimer les changements dimensionnels.
Le PA 12, en revanche, présente des changements dimensionnels inférieurs à 0,5 % dans les mêmes conditions. Cela le rend beaucoup plus prévisible en service et c'est l'une des principales raisons pour lesquelles les concepteurs choisissent le PA 12 pour les connecteurs hydrauliques, les raccords de précision et les tubes de petit diamètre où l'ajustement et la fonction doivent rester cohérents dans des environnements d'humidité changeants.
L'humidité affecte également les propriétés mécaniques. Une pièce en PA 6 testée à l'état sec peut présenter une résistance à la traction de 80 MPa, mais après conditionnement jusqu'à une teneur en humidité d'équilibre à 50 % d'humidité relative, celle-ci peut chuter à environ 55 à 60 MPa. Il s'agit d'un compromis connu qui doit être pris en compte lors de la spécification du PA 6 pour les applications structurelles. Le PA 12 présente beaucoup moins de variations : ses propriétés mécaniques conditionnées restent proches de ses valeurs sèches, ce qui simplifie les spécifications des matériaux pour les concepteurs.
PA 6 renforcé de fibre de verre : ce que les matériaux PA6 GF apportent à la table
Lorsque de la fibre de verre est ajoutée au PA 6, le matériau PA6 GF résultant (généralement disponible sous les noms PA6 GF15, PA6 GF30, PA6 GF50, etc., où le nombre indique la teneur en fibre de verre en pourcentage en poids) subit une transformation spectaculaire en termes de rigidité et de résistance. Il s’agit de l’une des stratégies de renforcement les plus utilisées dans les plastiques techniques.
Comment la fibre de verre modifie les performances du PA 6
Le PA6 GF30 (PA 6 renforcé à 30 % de fibres de verre) est le grade le plus couramment spécifié. Il délivre :
- Résistance à la traction de 170-190 MPa , plus du double de celui du PA 6 non renforcé
- Module de flexion de 8 à 10 GPa , contre 2,5 à 3,2 GPa pour le PA 6 pur
- Absorption d'humidité réduite — la fibre de verre elle-même n'absorbe pas l'eau, donc l'absorption efficace d'humidité dans le composite est nettement inférieure à celle du PA 6 pur.
- Stabilité dimensionnelle améliorée : le gauchissement et le retrait après moulage sont réduits, bien que le retrait anisotrope devienne un nouveau facteur à prendre en compte en raison de l'orientation des fibres.
- La température de déflexion de la chaleur augmente jusqu'à environ 200-210°C (vs ~185°C pour le PA 6 pur à une charge de 1,8 MPa)
Les matériaux PA6 GF sont largement utilisés dans les collecteurs d'admission automobiles, les capots de moteur, les supports structurels, les boîtiers électriques et les composants de pompes industrielles. La combinaison d'une rigidité élevée, d'une bonne résistance à la chaleur et d'un coût des matières premières relativement faible fait du PA6 GF30 l'un des composés techniques les plus rentables du marché.
PA6 GF vs PA 12 : une comparaison directe
Lorsque l’on compare les matériaux PA6 GF avec le PA 12 non renforcé, le choix devient plus nuancé. Le PA6 GF30 surpassera considérablement le PA 12 en termes de rigidité et de résistance à la chaleur, mais le PA 12 gagnera toujours en termes de flexibilité, de résistance chimique aux carburants et aux fluides hydrauliques et de ténacité à basse température. Si l’application exige une pièce structurelle rigide fonctionnant à des températures élevées, le PA6 GF est clairement le gagnant. S'il s'agit d'une conduite de carburant flexible ou d'un connecteur exposé au liquide de frein et à des températures hivernales de -30°C, le PA 12 reste le bon choix.
Résistance chimique : là où le PA 12 surpasse
Le PA 12 a une résistance supérieure à une large gamme de produits chimiques par rapport au PA 6. La densité inférieure du groupe amide le rend plus résistant à l'hydrolyse et aux attaques des acides, des alcalis et des solvants organiques. Dans les applications automobiles, cela se traduit par une meilleure résistance à :
- Carburants, y compris les mélanges d'éthanol (E10, E85) et le diesel
- Liquides hydrauliques et liquides de frein (DOT 4 et DOT 5.1)
- Sels de voirie au chlorure de zinc et au chlorure de calcium
- Graisses et huiles lubrifiantes automobiles
Le PA 6 fonctionne correctement dans bon nombre de ces environnements, mais peut présenter des fissures sous contrainte lorsqu'il est exposé au chlorure de zinc sous une charge mécanique – un phénomène connu sous le nom de fissuration sous contrainte environnementale (ESC). Cela a toujours été un problème avec les clips et supports PA 6 dans les environnements sous le capot où des éclaboussures de route contenant des sels de déneigement sont présentes. Le PA 12 est nettement moins sensible à ce type de défaillance.
Pour les applications pharmaceutiques et en contact avec les aliments, le PA 12 offre également des avantages réglementaires sur certains marchés en raison de sa teneur extractible plus faible et de sa chimie de surface plus stable dans le temps.
Différences de traitement entre le PA 6 et le PA 12
Les deux matériaux sont des thermoplastiques traités principalement par moulage par injection et extrusion, mais leurs différents points de fusion et leur sensibilité à l'humidité conduisent à des exigences de traitement différentes.
Exigences de séchage
En raison de sa forte absorption d'humidité, le PA 6 est particulièrement sensible à la dégradation hydrolytique pendant le traitement s'il n'est pas correctement séché. Les conditions de séchage recommandées pour le PA 6 sont généralement 80°C pendant 4 à 8 heures dans un séchoir déshumidificateur pour atteindre une teneur en humidité inférieure à 0,2 %. Le fait de ne pas sécher correctement le PA 6 entraîne des marques d'évasement, une réduction du poids moléculaire et des propriétés mécaniques compromises dans la pièce moulée. Les matériaux PA6 GF répondent aux mêmes exigences de séchage.
Le PA 12, avec son hygroscopicité beaucoup plus faible, nécessite un séchage moins agressif – généralement 80°C pendant 2 à 4 heures est suffisant. Cela peut offrir un avantage en termes d’efficacité de traitement dans la fabrication de gros volumes.
Température de fusion et température du moule
Le PA 6 est traité à des températures de fusion de 240 à 280 °C, tandis que le PA 12 fonctionne à une température inférieure de 200 à 240 °C. Cette température de traitement plus basse pour le PA 12 peut réduire la consommation d'énergie et le temps de cycle dans certains cas. Cependant, le point de fusion plus bas du PA 12 signifie également qu'il a une température de service continu plus basse, ce qui est pertinent lors de la spécification de pièces pour des environnements chauds comme les composants automobiles sous le capot.
Retrait et déformation
Le PA 6 non renforcé rétrécit de manière isotrope d'environ 1,0 à 1,5 % pendant le moulage. Les matériaux PA6 GF présentent un retrait anisotrope — plus faible dans le sens d'écoulement (environ 0,2 à 0,5 %) et plus élevé dans le sens transversal (environ 0,6 à 1,2 %) — qui doit être pris en compte dans la conception du moule pour éviter le gauchissement. Le PA 12 présente un retrait modéré d'environ 0,8 à 1,5 % et se comporte de manière plus prévisible dans les pièces à paroi mince en raison de sa flexibilité inhérente.
Performance thermique et vieillissement thermique à long terme
Le PA 6 a un point de fusion plus élevé (220-225°C) et des performances thermiques généralement meilleures que le PA 12 (175-180°C). Lorsqu'ils sont renforcés de fibre de verre, les matériaux PA6 GF peuvent fonctionner en continu à des températures allant jusqu'à 130-150°C (avec packs de stabilisation thermique), ce qui les rend adaptés aux applications sous capot automobile.
Le PA 12, avec son point de fusion plus bas, a une température de service continu généralement plafonnée autour de 100-110°C. Pour les applications nécessitant une exposition prolongée à la chaleur du moteur ou à des températures ambiantes élevées, cela peut constituer une limitation disqualifiante qui pousse les concepteurs vers les matériaux PA6 GF ou même vers des polyamides à plus haute température comme le PA 46 ou le PPA.
Des qualités stabilisées à la chaleur des deux matériaux sont disponibles. Les qualités PA6 GF30 HS (stabilisées thermiquement) sont couramment spécifiées pour les composants de moteurs où une exposition continue à 150°C est prévue, avec des pics à court terme jusqu'à 170°C tolérés. Les qualités PA 12 stabilisées thermiquement prolongent le service jusqu'à environ 120 °C en continu — une amélioration, mais toujours inférieure à celle du PA6 GF dans des applications équivalentes.
Applications typiques : où chaque matériau est utilisé
Les différents profils de propriétés des matériaux PA 6, PA6 GF et PA 12 conduisent naturellement à différents domaines d'application. La répartition suivante reflète les modèles d’utilisation réels dans les principaux secteurs.
PA 6 et PA6 GF — Domaines d'application principaux
- Automobile : Collecteurs d'admission (PA6 GF30/GF50), capots moteur (PA6 GF30 HS), boîtiers de filtre à air, composants de ceinture de sécurité, systèmes de pédales, enjoliveurs de roues.
- Électrique et électronique : Boîtiers de disjoncteurs, blocs de connexion, composants d'appareillage, serre-câbles, boîtiers de moteur
- Machines industrielles : Engrenages, roulements, bagues, composants de bandes transporteuses, corps de pompe
- Biens de consommation : Boîtiers d'outils électriques, composants de vélos, cadres de bagages, articles de sport
- Textiles : Fils, bonneterie, tissus pour vêtements (fibre PA 6 non renforcée)
PA 12 — Domaines d'application principaux
- Tubes automobiles : Conduites de carburant, conduites de frein, conduites hydrauliques, tubes de gestion des vapeurs, conduites de freins pneumatiques pour camions
- Manutention des fluides industriels : Tubes pneumatiques, lignes de transfert de produits chimiques, distribution d'air comprimé
- Dispositifs médicaux : Composants de cathéter, poignées d'instruments chirurgicaux, boîtiers de dispositifs d'administration de médicaments
- Impression 3D (SLS) : La poudre PA 12 est le matériau dominant pour le frittage sélectif au laser en raison de son comportement à l'état fondu constant et de sa flexibilité post-traitement.
- Offshore et sous-marin : Tuyaux flexibles, gaines de câbles, composants ombilicaux pour infrastructures pétrolières et gazières
- Chaussures : Composants de chaussures de ski, pièces de chaussures de sport nécessitant de la flexibilité à des températures inférieures à zéro
Considérations relatives aux coûts : PA 6 vs PA 12 Réalité économique
Le coût est souvent un facteur décisif dans le choix des matériaux, et le PA 6 présente ici un avantage substantiel. Le PA 12 coûte généralement 2 à 3 fois plus cher par kilogramme que le PA 6 , et cette prime augmente encore lorsque l'on compare le PA6 GF30 au PA 12. La différence de prix reflète l'économie des matières premières : le laurolactam (le monomère PA 12) est un produit chimique plus complexe et moins largement produit que le caprolactame (le monomère PA 6), qui est fabriqué à très grande échelle à l'échelle mondiale.
Pour les produits de consommation à grand volume ou les composants automobiles structurels dont la conception peut accueillir des matériaux PA 6 ou PA6 GF, les économies de coûts sont significatives. Un grand équipementier automobile produisant 500 000 collecteurs d'admission par an en utilisant du PA6 GF30 au lieu d'un équivalent PA 12 (s'il en existait un avec une rigidité adéquate) verrait des économies de matières premières se chiffrer en millions de dollars par an.
Le coût du PA 12 n'est justifié que lorsque ses propriétés spécifiques (résistance à l'humidité, résistance chimique, flexibilité, performance à basse température) sont réellement requises par l'application. La sur-spécification du PA 12 là où les matériaux PA 6 ou PA6 GF suffiraient est un coût courant mais inutile dans les programmes de conception moins expérimentés.
PA 6, PA6 GF et PA 12 en fabrication additive
Dans le cadre de la fabrication additive, notamment du frittage sélectif laser (SLS), le PA 12 domine le marché de la fusion sur lit de poudre. Son point de fusion plus bas, sa plage de fusion étroite et son comportement de resolidification favorable facilitent son traitement dans les systèmes SLS sans dégradation excessive de la poudre inutilisée entre les constructions. La poudre SLS commerciale la plus utilisée dans le monde – EOS PA 2200 – est de qualité PA 12.
Les matériaux PA 6 et PA6 GF ont été adaptés avec succès pour le SLS, plusieurs fournisseurs proposant désormais des mélanges de poudres à base de PA6 renforcés de billes de verre ou de fibre de carbone pour une rigidité plus élevée. Cependant, le point de fusion plus élevé du PA 6 et sa fenêtre de traitement plus étroite le rendent plus exigeant dans les systèmes SLS, et il n'a pas atteint la même adoption sur le marché que le PA 12 dans ce processus.
Pour le FDM (modélisation par dépôt fondu), des filaments PA 6 sont disponibles mais nécessitent des extrudeuses à haute température (buse supérieure à 240°C) et des enceintes en raison de la propension du matériau à absorber l'humidité et à se déformer. Le PA 12 fonctionne mieux dans les environnements FDM en plein air en raison de sa plus faible absorption d'humidité et de sa meilleure adhérence des couches à des températures de traitement plus basses.
Durabilité et recyclabilité
Le PA 6 et le PA 12 sont tous deux des thermoplastiques et sont théoriquement recyclables par refusion, bien que leurs propriétés mécaniques se dégradent à chaque cycle de traitement en raison de la scission de la chaîne et de la réduction du poids moléculaire. En pratique, le contenu recyclé post-industriel (PIR) est plus couramment utilisé dans des applications non critiques telles que les serre-câbles, les tuyaux et les boîtiers moulés par injection.
Le PA 6 présente un avantage significatif dans le recyclage chimique. Le caprolactame (le monomère PA 6) peut être récupéré à partir des déchets PA 6 par dépolymérisation et réutilisé dans la production de polymères de qualité vierge. Des sociétés comme DSM (maintenant Envalior) et Lanxess ont développé des processus commerciaux à cet effet. Le recyclage chimique du PA 12 est moins développé et commercialement moins mature.
En termes d'empreinte carbone, le PA 12 a une charge environnementale par kilogramme plus élevée en raison de la voie de synthèse plus complexe de son monomère. Cependant, comme les pièces en PA 12 peuvent durer plus longtemps dans des environnements agressifs sans la dégradation causée par l'humidité et les produits chimiques dans le PA 6, l'analyse du cycle de vie favorise parfois le PA 12 dans les applications où il élimine les pannes et les remplacements prématurés.
Des versions biosourcées des deux matériaux existent. Le PA 6 biosourcé (utilisant du caprolactame biodérivé à partir de matières premières renouvelables comme l'huile de ricin) et le PA 12 biosourcé (le laurolactame dérivé de l'huile de ricin est disponible dans le commerce depuis des décennies, tel que produit par Evonik sous la marque Vestamid) sont tous deux accessibles aux concepteurs cherchant à réduire la dépendance aux combustibles fossiles.
Comment choisir entre PA 6, PA6 GF et PA 12
Le choix entre ces matériaux doit être motivé par une évaluation systématique des exigences de l'application. Le guide suivant fournit un cadre de départ :
| Exigence de conception | Matériel recommandé |
|---|---|
| Rigidité et résistance maximales au moindre coût | PA6 GF30 ou PA6 GF50 |
| Tube ou tuyau flexible en contact avec des carburants ou du fluide hydraulique | PA 12 |
| Support structurel, boîtier ou composant sous capot jusqu'à 150°C | PA6 GF30 HS ou PA6 GF50 HS |
| Partie extérieure exposée aux UV et à l'humidité, sans charge élevée | PA 12 (ou PA6 avec stabilisant UV) |
| Composant de précision nécessitant une tolérance dimensionnelle stricte | PA 12 ou PA6 GF (anisotropie prise en compte) |
| Application d'impression 3D SLS | Poudre PA12 |
| Engrenage ou roulement à faible exigence de frottement | PA 6 (grade lubrifié ou rempli de MoS₂) |
| Pièce fonctionnant à -30°C ou moins nécessitant de la flexibilité | PA 12 |
Lorsque la décision n'est toujours pas claire après cette sélection initiale, il vaut la peine de demander des échantillons de matériaux aux fournisseurs et d'effectuer des tests spécifiques à l'application, y compris le conditionnement à la teneur en humidité de service attendue avant de mesurer les propriétés mécaniques. Tester le PA 6 sec tel que moulé par rapport au PA 12 conditionné fausse la comparaison dans une direction irréaliste : comparez toujours les matériaux dans des états de conditionnement équivalents, représentatifs des conditions de service réelles.